

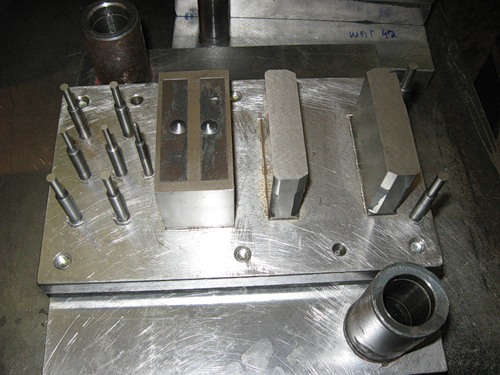
Штамп для пробивки, надрезки с отгибкой, гибки и вырубки ребра радиатора
На первом переходе пробивается удлиненный паз по форме двутавра, второй шаг - надрезка и отгибка двух коротких полок, третий переход - гибка длинных полок, четвертый - вырубка детали на провал. В штампе применен подвижный прижим - съемник. Шаг подачи задается с помощью шагового ножа. Штамп сделан для работы с полосой или лентой, толщиной 0,8 мм.
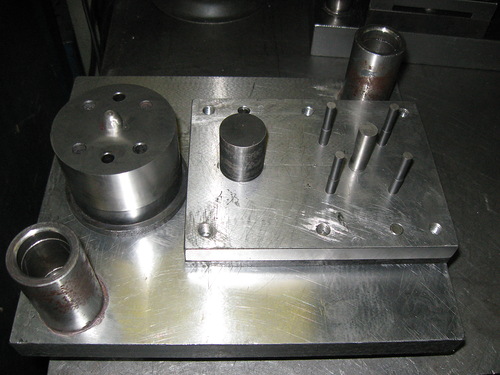
Штамп для пробивки, обрезки, отбортовки, гибки и чеканки
Первый шаг по упору, который впоследствии используется, как боковой прижим полосы. На втором переходе начинает работать задний нож, который задает шаг подачи, и освобождает часть полосы для последующих операций. Также, на этом переходе пробиваются четыре цилиндрических и два фигурных отверстия. Третий переход - отбортовка двух задних отверстий. Четвертый шаг - отбортовка двух передних отверстий, и чеканка разделительной риски. Пятый шаг - гибка "хвостика", и наружная отбортовка. Изделие выходит из штампа в виде цепочки деталей, скрепленных между собой.
Малоотходный штамп для пробивки и вырубки уголка
Штамп последовательного действия. На первом шаге пробивается два овальных и одно цилиндрическое отверстие. На втором шаге вырубается деталь напровал. Штамп малоотходный, т. е. отсутствуют перемычки между деталями. Это позволяет не только экономить материал, но и штамповать со скоростью, как при штамповке с шаговыми ножами.
Штамп для вырубки уголка по замкнутому контуру с шаговым ножом.
Штамп для пробивки и вырубки похожего уголка, как и в предыдущем видео. Но в этом штампе применена вырубка по замкнутому контуру. Для чего, ведь расход материала на 30% больше? Но есть и преимущества. Уголок имеет меньшую искривленность, и заусенцы с одной стороны. Т. е. если нужен ровный в плоскости уголок, нужно делать вырубку по замкнутому контуру, несмотря на потери по металлу. Рихтовка с ручной укладкой обойдется дороже. Для быстрой штамповки штамп снабжен шаговым ножом.
Малоотходный штамп для пробивки и вырубки уголка



Штамп последовательного действия для пробивки и вырубки уголка. Штамп малоотходный, т. е. отсутствуют внутренние перемычки при вырубке. Также, из-за отсутствия перемычек увеличивается скорость штамповки без применения шаговых ножей, так как не нужно при продвижении полосы перекидывать ее через упор.
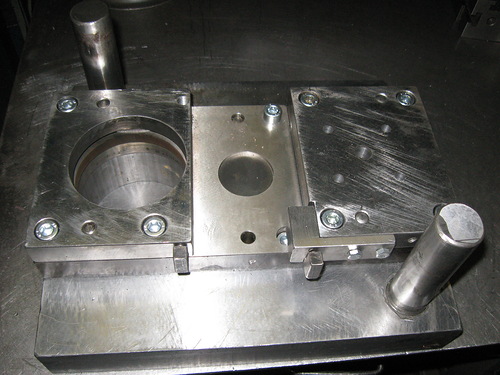
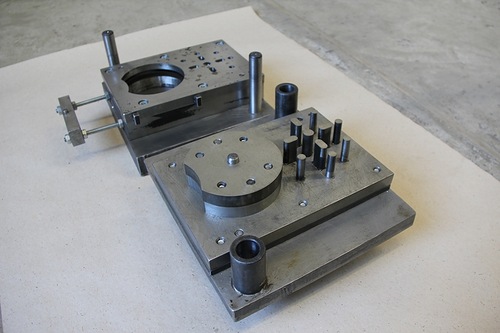
Штамп двухместный для пробивки отбортовки, чеканки, формовки и вырубки планки



Штамповка планки производиться за пять переходов. На первом переходе пробиваются 6 отв.. На втором - ловитель позиционирует ленту и производиться чеканка, формовка, и отбортовка правой детали. Третий переход - чеканка, формовка и отбортовка левой детали. Четвертый переход - вырубка правой детали. Пятый - вырубка левой детали. Штамп оснащен шестью подъемниками ленты. Подача ленты автоматическая. После всех операций отход разрезается с помощью двух цилиндрических пуансонов.
Штамп для пробивки, формовки, и вырубки подставки

Штамп трехшаговый. Первый переход - пробивка 5 отверстий. Второй - формовка дна. Третий - вырубка изделия напровал. Штамп оснащен двумя временными упорами, и постоянным грибковым упором. Для правильного положения полосы на третьем переходе применен подпружиненный ловитель.
Штамп для пробивки и вырубки пластины

Штамп последовательного действия. Первых два шага - по временным упорам, дальше постоянный упор, который вынесен за пределы штампа. Габаритный пуансон снабжен подпружиненным ловителем.
Штамп для пробивки стойки
Штамп пробивает 8 отверстий за 1 удар. Потом полоса сдвигается на шаг подачи, и снова пробиваются 8 отверстий, поэтому такой штамп можно считать последовательным.
Штамп для пробивки и отрезки кронштейна панели
Штамповка производится из мерной полосы, или ленты. На первом шаге штамп пробивает три окна и три отверстия, после подачи полосы до упора - противоотжима деталь отрезается. Штамп безотходный в случае использования ленты. При штамповке из полосы, небольшая часть ее идет в отход.
Двухместный штамп для пробивки и вырубки крючка
На первом шаге подачи начинает работать дальний нож и пробивается два отверстия первого крючка. На втором - пробиваются еще два отверстия для второго крючка, и вырубается первый крючок. Третий шаг - начинает работать ближний нож и вырубается часть второго крючка, которая, из за специфической формы частично попадает под второй габаритный пуансон. И, наконец четвертый шаг - вырубается второй крючок. Начиная с четвертого удара, штамп выдает по две детали за один ход пресса. Штамп довольно производительный - даже при ручной подаче за одну смену можно нарубить до 30000 дет. Штамп снабжен двумя подпружиненными ловителями, расположенными на рабочей части габаритных пуансонов. Посмотрите видео, я подробно показал полосу после каждого из первых четырех ударов.